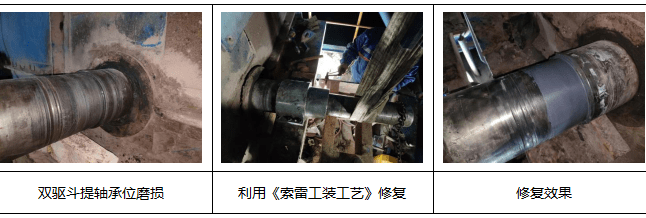
某窑尾双驱斗提主轴轴承位磨损了,磨损深度0.5mm,磨损宽度94mm。其轴径Ф180mm,轴承型号SKF23136。由于该企业除尘风机轴承位磨损后采用我们索雷技术修复过,且修复后设备运行至今没有问题,所以此次双驱斗提轴承位磨损后仍决定采用我们的技术进行修复。我们工程师根据企业提供的相关数据结合之前大量轴承位磨损修复的经验,最终确定了此次双驱斗提轴承位磨损修复的工艺步骤,如下:
1.查看双驱斗提轴承位磨损情况;
2.用氧气乙炔进行表面除油,然后打磨修复面,确保表面粗糙以增大材料粘结力;
3.用无水乙醇清洗修复面,空试工装;
4.空试完成后按比例调和索雷碳纳米聚合物材料,调和至均匀无色差为止;
5.把调和好的材料涂抹在修复面上,将工装安装到位,材料固化;
6.拆卸工装核实修复尺寸,清除多余材料,回装轴承。
我们工程师也没有辜负企业的期望,短短4个小时便完成了双驱斗提轴承位磨损的修复工作,大幅缩短企业的停机停产时间,降低因突发性或重大设备问题造成的损失。最重要的一点是,凭借材料良好的性能以及针对性的修复工艺可以做到修复表面与轴承内达到原始的配合面,同时恢复轴原始设计的过盈尺寸,因此可以保证更好的受力,在轴承润滑保养得当、轴承不出现烧蚀的情况下,其使用寿命可达到甚至超过新部件的使用寿命。